Ľudia ma často žiadajú, aby som skontroloval ich výpočty pre konštrukcie cievok "Magnabend".To ma podnietilo, aby som prišiel s touto webovou stránkou, ktorá umožňuje vykonávať automatické výpočty po zadaní niektorých základných údajov cievky.
Veľká vďaka patrí môjmu kolegovi Tonymu Graingerovi za program JavaScript, ktorý vykonáva výpočty na tejto stránke.
PROGRAM KALKULAČKY CIEVKY
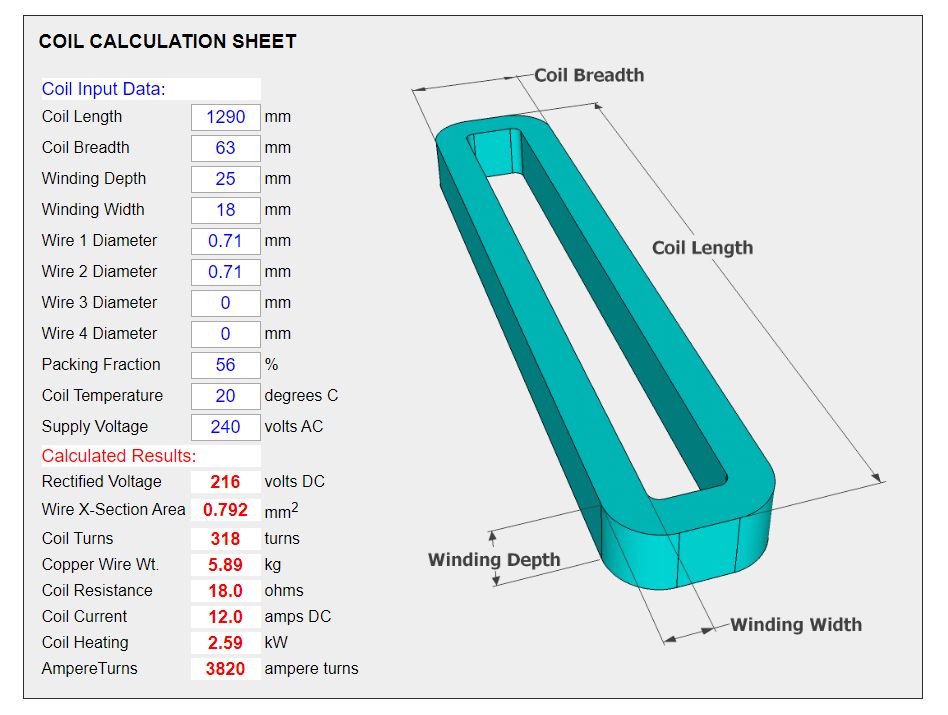
Výpočtový list nižšie bol navrhnutý pre cievky "Magnabend", ale bude fungovať pre akúkoľvek magnetickú cievku, ktorá pracuje s usmerneným (DC) napätím.
Ak chcete použiť výpočtový hárok, jednoducho kliknite na polia Vstupné údaje cievky a zadajte rozmery cievky a veľkosti vodičov.
Program aktualizuje časť Vypočítané výsledky vždy, keď stlačíte ENTER alebo kliknete do iného vstupného poľa.
Vďaka tomu je veľmi rýchle a jednoduché skontrolovať dizajn cievky alebo experimentovať s novým dizajnom cievky.
Vopred vyplnené čísla vo vstupných dátových poliach sú len príkladom a sú to typické čísla pre priečinok 1250E Magnabend.
Nahraďte čísla príkladov svojimi vlastnými údajmi cievky.Čísla príkladov sa vrátia na hárok, ak obnovíte stránku.
(Ak chcete zachovať svoje vlastné údaje, pred obnovením stránku uložte alebo vytlačte).
Odporúčaný postup konštrukcie cievky:
Zadajte rozmery navrhovanej cievky a zamýšľané napájacie napätie.(Napr. 110, 220, 240, 380, 415 V AC)
Nastavte Wire 2, 3 a 4 na nulu a potom uhádnite hodnotu priemeru Wire1 a všimnite si, koľko ampérov je výsledkom.
Upravte priemer drôtu 1, kým nedosiahnete cieľové ampérové otáčky, povedzme približne 3 500 až 4 000 ampérových otáčok.
Alternatívne môžete nastaviť Wire1 na preferovanú veľkosť a potom upraviť Wire2, aby ste dosiahli svoj cieľ, alebo nastaviť Wire1 aj Wire2 na preferované veľkosti a potom upraviť Wire3, aby ste dosiahli svoj cieľ atď.
Teraz sa pozrite na vyhrievanie cievky (rozptyl energie)*.Ak je príliš vysoká (povedzme viac ako 2 kW na meter dĺžky cievky), potom bude potrebné znížiť AmpereTurns.Alternatívne je možné do cievky pridať viac závitov na zníženie prúdu.Program automaticky pridá ďalšie otáčky, ak zväčšíte šírku alebo hĺbku zvitku, alebo ak zväčšíte frakciu balenia.
Nakoniec si pozrite tabuľku štandardných rozmerov drôtov a vyberte si drôt alebo drôty, ktorých kombinovaná plocha prierezu sa rovná hodnote vypočítanej v kroku 3.
* Všimnite si, že strata energie je veľmi citlivá na AmpereTurns.Je to efekt štvorcového zákona.Napríklad, ak zdvojnásobíte ampérTurns (bez zväčšenia priestoru vinutia), stratový výkon by sa zvýšil 4-krát!
Viac ampérových závitov vyžaduje hrubší drôt (alebo drôty) a hrubší drôt znamená väčší prúd a vyšší stratový výkon, pokiaľ nie je možné zvýšiť počet závitov na kompenzáciu.A viac závitov znamená väčšiu cievku a/alebo lepšiu frakciu balenia.
Tento program na výpočet cievok vám umožňuje jednoducho experimentovať so všetkými týmito faktormi.
POZNÁMKY:
(1) Veľkosti vodičov
Program poskytuje až 4 vodiče v cievke.Ak zadáte priemer pre viac ako jeden drôt, program bude predpokladať, že všetky drôty budú spolu navinuté, ako keby to bol jeden drôt a že sú spojené na začiatku a na konci vinutia.(To znamená, že vodiče sú elektricky paralelné).
(Pre 2 vodiče sa to nazýva bifilárne vinutie alebo pre 3 vodiče trifilárne vinutie).
(2) Baliaci zlomok, niekedy nazývaný faktor plnenia, vyjadruje percento priestoru vinutia, ktoré zaberá medený drôt.Je ovplyvnená tvarom drôtu (zvyčajne okrúhlym), hrúbkou izolácie na drôte, hrúbkou vonkajšej izolačnej vrstvy cievky (typicky elektropapier) a spôsobom navíjania.Metóda navíjania môže zahŕňať zmiešané navíjanie (tiež nazývané divoké navíjanie) a vrstvené navíjanie.
V prípade zle navinutých cievok bude frakcia balenia typicky v rozsahu 55 % až 60 %.
(3) Výkon cievky vyplývajúci z vopred vyplnených čísel príkladov (pozri vyššie) je 2,6 kW.Toto číslo sa môže zdať dosť vysoké, ale stroj Magnabend je dimenzovaný na pracovný cyklus len asi 25 %.V mnohých ohľadoch je teda reálnejšie uvažovať o priemernom stratovom výkone, ktorý v závislosti od spôsobu používania stroja bude iba štvrtinou tohto čísla, zvyčajne ešte menej.
Ak navrhujete od začiatku, potom je celkový stratový výkon veľmi dôležitým parametrom, ktorý treba zvážiť;ak je príliš vysoká, cievka sa prehreje a môže sa poškodiť.
Stroje Magnabend boli navrhnuté so stratovým výkonom okolo 2 kW na meter dĺžky.Pri 25 % pracovnom cykle to znamená približne 500 W na meter dĺžky.
To, ako sa magnet zohreje, závisí okrem pracovného cyklu od mnohých faktorov.Po prvé, tepelná zotrvačnosť magnetu a čokoľvek, s čím je v kontakte (napríklad stojan), znamená, že samozahrievanie bude relatívne pomalé.Počas dlhšieho obdobia bude teplota magnetu ovplyvnená teplotou okolia, povrchom magnetu a dokonca aj farbou natretého magnetu!(Napríklad čierna farba vyžaruje teplo lepšie ako strieborná).
Tiež za predpokladu, že magnet je súčasťou stroja "Magnabend", potom ohýbané obrobky absorbujú teplo, kým sú upnuté v magnete, a tak odnesú nejaké teplo.V každom prípade by mal byť magnet chránený tepelným spúšťacím zariadením.
(4) Všimnite si, že program vám umožňuje zadať teplotu pre cievku a tak môžete vidieť jej vplyv na odpor cievky a prúd cievky.Pretože horúci drôt má vyšší odpor, vedie to k zníženiu prúdu cievky a následne aj k zníženiu magnetizačnej sily (AmpereTurns).Efekt je dosť výrazný.
(5) Program predpokladá, že cievka je navinutá medeným drôtom, čo je najpraktickejší typ drôtu pre cievku magnetu.
Hliníkový drôt je tiež možný, ale hliník má vyšší odpor ako meď (2,65 ohm metra v porovnaní s 1,72 pre meď), čo vedie k menej efektívnemu dizajnu.Ak potrebujete výpočty pre hliníkový drôt, kontaktujte ma.
(6) Ak navrhujete cievku pre plechovú skladačku "Magnabend" a ak má telo magnetu primerane štandardnú veľkosť prierezu (povedzme 100 x 50 mm), pravdepodobne by ste sa mali zamerať na magnetizačnú silu (AmpérTurns) okolo 3 500 až 4 000 ampér otáčok.Tento údaj je nezávislý od skutočnej dĺžky stroja.Dlhšie stroje budú musieť použiť hrubší drôt (alebo viac prameňov drôtu), aby sa dosiahla rovnaká hodnota pre AmpereTurns.
Ešte viac ampérových závitov by bolo lepšie, najmä ak chcete upnúť nemagnetické materiály, ako je hliník.
Avšak pri danej celkovej veľkosti magnetu a hrúbke pólov je možné získať viac ampérových závitov len na úkor vyššieho prúdu a tým aj vyššieho rozptylu výkonu a následného zvýšeného zahrievania v magnete.To môže byť v poriadku, ak je prijateľný nižší pracovný cyklus, inak je potrebný väčší priestor vinutia na umiestnenie väčšieho počtu závitov, čo znamená väčší magnet (alebo tenšie póly).
(7) Ak navrhujete, povedzme, magnetické skľučovadlo, potom bude potrebný oveľa vyšší pracovný cyklus.(V závislosti od aplikácie môže byť potrebný 100% pracovný cyklus).V takom prípade by ste použili tenší drôt a možno by ste navrhli magnetizačnú silu povedzme 1 000 ampérových závitov.
Vyššie uvedené poznámky sú len pre predstavu o tom, čo sa dá robiť s týmto veľmi všestranným programom na výpočet cievky.
Štandardné meradlá drôtov:
Historicky sa veľkosti drôtov merali v jednom z dvoch systémov:
Štandardný rozchod drôtu (SWG) alebo americký rozchod drôtu (AWG)
Žiaľ, meradlá pre tieto dve normy nie sú celkom v súlade, čo viedlo k zmätku.
V súčasnosti je najlepšie ignorovať tieto staré normy a označovať drôt len jeho priemerom v milimetroch.
Tu je tabuľka veľkostí, ktorá bude zahŕňať akýkoľvek drôt, ktorý bude pravdepodobne potrebný pre magnetickú cievku.
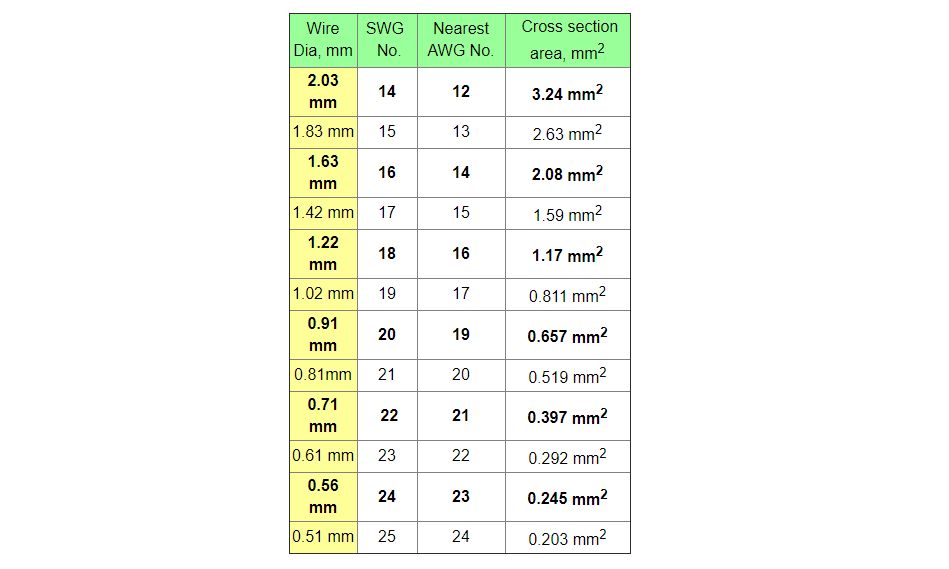
Veľkosti drôtov uvedené tučným písmom sú najčastejšie skladované veľkosti, preto si radšej vyberte jednu z nich.
Napríklad Badger Wire, NSW, Austrália má na sklade nasledujúce veľkosti žíhaného medeného drôtu:
0,56, 0,71, 0,91, 1,22, 1,63, 2,03, 2,6, 3,2 mm.
V prípade akýchkoľvek otázok alebo pripomienok ma prosím kontaktujte.
Čas odoslania: 12. októbra 2022